
Последующая обработка горячим прессованием 3D-печать непрерывный термопласт, армированный углеродным волокном
Последующая обработка горячим прессованием
| Хотя классический процесс формования методом наплавления (FDM) имеет неотъемлемые преимущества при производстве сложных конструктивных деталей, компоненты, изготовленные с использованием этой технологии, по-прежнему имеют проблемы недостаточной прочности и низкой термостойкости. |
Для повышения прочности изделия очень эффективным методом является использование легких высокопрочных армированных волокном материалов. Некоторые исследователи смешали рубленые волокна с полимерными материалами и обработали армированную волокном проволоку для FDM. Хотя типичный процесс FDM, унаследованный от таких армированных рубленым волокном проводов, имеет преимущество формирования сложных геоморфных компонентов, его повышение прочности продукта не очень очевидно, и он не может удовлетворить высокие требования к прочности, которые мы ожидали. . По сравнению с материалами, армированными рубленым волокном, материалы, армированные непрерывным волокном, могут значительно повысить прочность продукта, но из-за постоянного ограничения волокна метод формования не позволяет формировать сложные структурные детали.
Для решения вышеупомянутой проблемы формовки, армированной непрерывным волокном, исследователи MY и YK из японской средней школы специализируются на разработке и производстве экструзионных сопел нового типа (рис. 1).
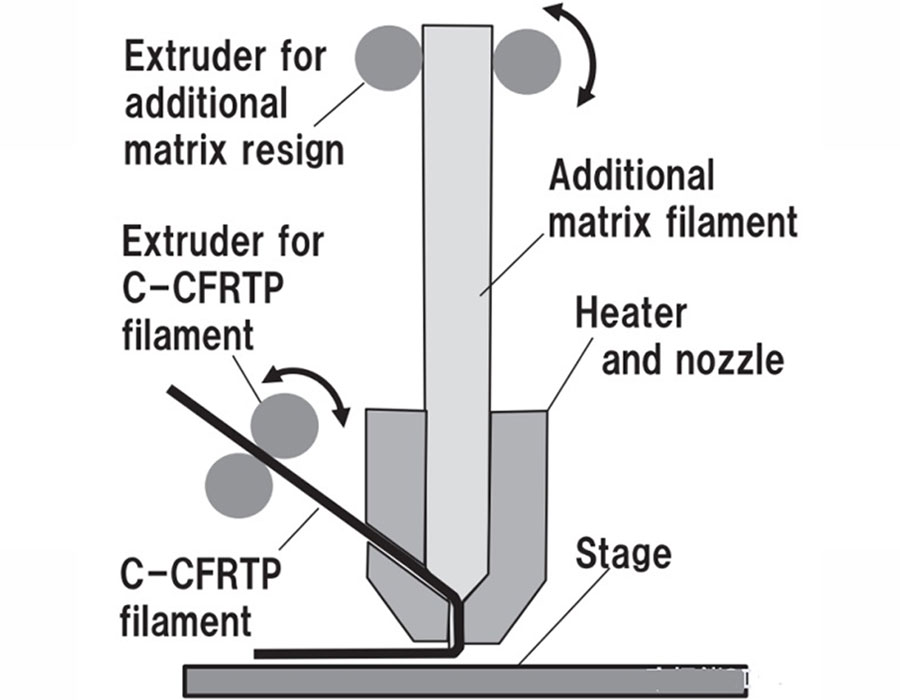
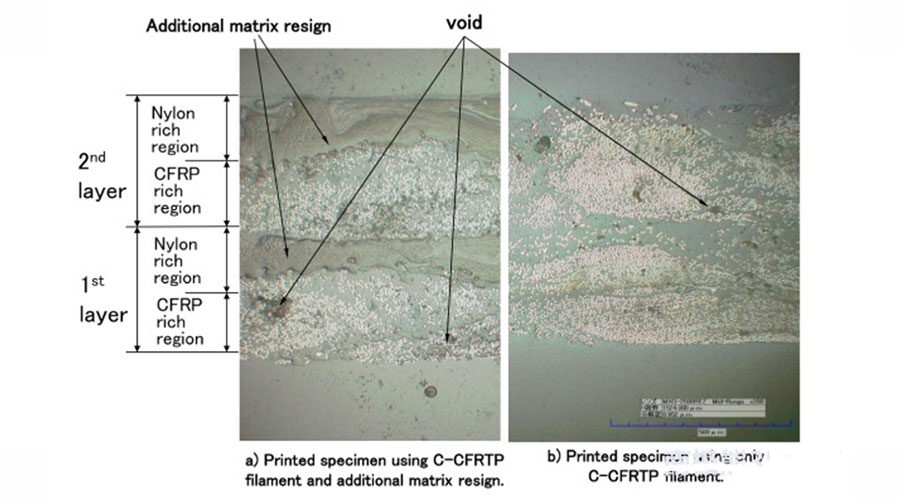
В отличие от обычного оборудования, армированного непрерывным волокном, в сопле используются два подающих устройства для управления подачей непрерывной армированной углеродным волокном термопластичной проволоки и дополнительной проволоки из смолы. Используемая ими термопластичная проволока, армированная непрерывным волокном, представляет собой проволоку, изготовленную из углеродного волокна, обернутого PA6, диаметром 0.3 мм, в котором объемное содержание углеродного волокна Vf контролируется на уровне 50%, а дополнительным полимерным материалом является нейлон 645. Одинарный Поперечное сечение слоя, напечатанное соплом, показано на рис. 2. Нижняя часть одного слоя представляет собой термопластический материал, армированный непрерывными волокнами, а верхняя часть представляет собой дополнительный полимерный материал. Как видно из рисунка, дополнительный полимерный материал может компенсировать волокнистое армирование. Овраг материала уменьшает образование пустот во время печати.
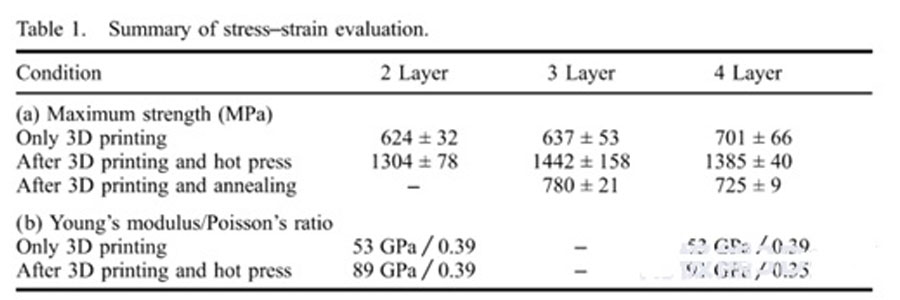
Кроме того, MY и YK использовали разработанное ими оборудование для подготовки образцов на растяжение и подвергались механическим испытаниям на растяжение. Результаты испытаний показали, что модуль упругости E образцов достиг 53 ГПа, коэффициент Пуассона γ 0.39, предел прочности при растяжении σb 701 МПа.
Согласно наблюдениям MY и YK, они предположили, что наличие внутренних пор в единственном слое отформованной детали оказало очень значительное влияние на механические свойства продукта, и предполагалось, что они впоследствии определили процесс термообработки. в соответствии с природой материала для нагрева образца. И горячее прессование для устранения внутренней пористости. Результаты показали, что термическая обработка не привела к значительному повышению прочности образца на разрыв (20%), но образец после горячего прессования удвоил модуль упругости и предел прочности по сравнению с необработанным образцом. Исследователи считают, что процесс горячего прессования устраняет поры в монослое и приводит к такому значительному увеличению механических свойств продукта.
Ссылки: Ямаваки, М., и Куно, Ю. (2018). Изготовление и определение механических характеристик непрерывного термопласта, армированного углеродным волокном, с использованием преформы с помощью трехмерной печати и горячего прессования. Современные композитные материалы, 27 (2), 209-219. DOI: 10.1080 / 09243046.2017.1368840
Ссылка на эту статью : Последующая обработка горячим прессованием 3D-печать непрерывный термопласт, армированный углеродным волокном
Заявление о перепечатке: Если нет специальных инструкций, все статьи на этом сайте являются оригинальными. Укажите источник для перепечатки: https: //www.cncmachiningptj.com/,thanks!
 PTJ® обеспечивает полный спектр Custom Precision обработка с чпу китай Services.ISO 9001: 2015 и AS-9100 сертифицированы. 3, 4 и 5-осевая быстрая точность CNC-обработка услуги, включая фрезерование, токарную обработку по спецификации заказчика, возможность обработки деталей из металла и пластика с допуском +/- 0.005 мм. Дополнительные услуги включают ЧПУ и обычное шлифование, сверление,литье под давлением,листовой металл и штамповка.Предоставление прототипов, полный цикл производства, техническая поддержка и полный осмотр. автомобильный, авиационно-космический, пресс-форма и приспособление, светодиодное освещение,основным медицинским, велосипед и потребитель электроника отрасли. Своевременная доставка. Расскажите нам немного о бюджете вашего проекта и ожидаемых сроках доставки. Вместе с вами мы разработаем стратегию предоставления наиболее рентабельных услуг, которые помогут вам достичь поставленной цели. Добро пожаловать, чтобы связаться с нами ( sales@pintejin.com ) непосредственно для вашего нового проекта.
PTJ® обеспечивает полный спектр Custom Precision обработка с чпу китай Services.ISO 9001: 2015 и AS-9100 сертифицированы. 3, 4 и 5-осевая быстрая точность CNC-обработка услуги, включая фрезерование, токарную обработку по спецификации заказчика, возможность обработки деталей из металла и пластика с допуском +/- 0.005 мм. Дополнительные услуги включают ЧПУ и обычное шлифование, сверление,литье под давлением,листовой металл и штамповка.Предоставление прототипов, полный цикл производства, техническая поддержка и полный осмотр. автомобильный, авиационно-космический, пресс-форма и приспособление, светодиодное освещение,основным медицинским, велосипед и потребитель электроника отрасли. Своевременная доставка. Расскажите нам немного о бюджете вашего проекта и ожидаемых сроках доставки. Вместе с вами мы разработаем стратегию предоставления наиболее рентабельных услуг, которые помогут вам достичь поставленной цели. Добро пожаловать, чтобы связаться с нами ( sales@pintejin.com ) непосредственно для вашего нового проекта.

- 5-осевая обработка
- Фрезерный станок с чпу
- Токарный станок с ЧПУ
- Обрабатывающая промышленность
- Процесс обработки
- Обработка поверхности
- Обработка металлов
- Обработка пластика
- Форма для порошковой металлургии
- Литье под давлением
- Галерея запчастей
- Авто металлические детали
- Детали машин
- Светодиодный радиатор
- Строительные части
- Мобильные части
- Медицинские детали
- Электронные компоненты
- Индивидуальная обработка
- Части велосипедов
- Обработка алюминия
- Обработка титана
- Обработка нержавеющей стали
- Обработка меди
- Обработка латуни
- Обработка суперсплавов
- Взгляд обработки
- Обработка СВМП
- Унилатная обработка
- PA6 Обработка
- Обработка PPS
- Обработка тефлона
- Инконель Обработка
- Обработка инструментальной стали
- Больше материала




